

● Maskinverktygssängen antar en svetsad struktur på stålplattan, och arbetsoljetanken och oljepumpsystemet är externt belägna för enkel underhåll och rengöring.
● Maskinverktyget är helt inneslutet för att förhindra läckage av arbetsvätska. Vänster sida är en växlingsdörr för enkel ersättning av grafithjulelektroder, baksidan är en dubbelöppnande dörr för enkel vridning och bildning av grafithjulelektroder, och framsidan är en dubbel skjutdörr för bearbetning och ersättning av diamantsliphjul.
● Maskinverktyget stannar automatiskt när bearbetningen är klar.
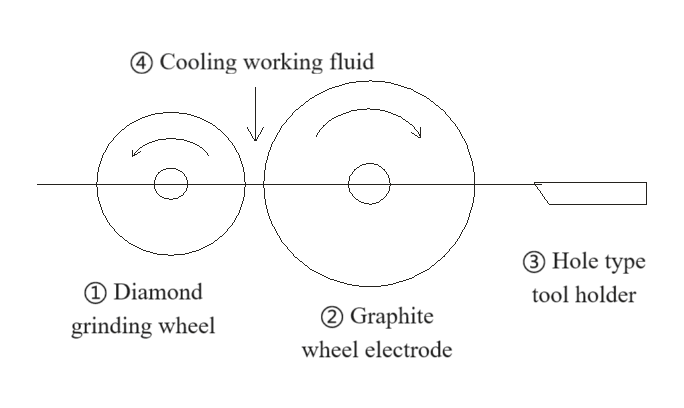
① Diamantsliphjul: Begränsat till metallbindningsdiamantsliphjul, med mandrelfast dubbelcentrumklämma, stegmotor servo -enhet, manuell/automatisk roterande servomatningsbehandling.
② Grafithjulelektrod: Använd ett grafithjul som är lätt att bearbeta som en elektrod, applicera principen för utloppsbearbetning och använd en elektrisk gnista för att ta bort den del av diamantsliphjulet för att bearbetas. Det yttre hålet på grafithjulet vrids och bildas av en hålskärare klämt på verktygshållaren.
③ Hålverktygshållare: Hålskäraren kan bearbetas med en trådskärmaskin och måste klippa 6 ° ryggvinkel, klämd på den rörliga verktygshållaren och den yttre cirkeln på grafithjulselektroden skärs och bildas.
④ Kylning av arbetsvätska: För att säkerställa en jämn framsteg med utloppsbearbetning är det nödvändigt att spola kylningsarbetsvätskan (arbetsvätskan är 7# vit olja eller 5# motorolja) i bearbetningsområdet. Arbetsvätskan spolas från den övre delen av bearbetningsområdet, och positionen för det spolande oljeröret justeras upprepade gånger för att säkerställa att det inte finns någon öppen låga i bearbetningsområdet.


EDM Diamond Wheel Dressing Machine
-
-
Index Enhet MX250 Arbetsstycke Diamant- och metallbaserade CBN-sliphjul
Max. arbetsstycke mm Φ280 Max. bredd i arbetsstycket mm 50 Headstock spindelhastighet varvtal 30 ~ 50 Dra plattstorlek mm 140 × 940 Dragplatta resor mm 120 Mitthöjd mm 140 Max. grafithjulets diameter mm 320 -
Relaterade produkter
-

CNC Roll Ring Milling Machine
Cat:CNC Roll Milling Machine
Vi har samlat rik erfarenhet av bearbetning och användning av armeringsrullar och har genomfört djupgående analys och forskning om tekniken för lik...
Se detaljer -

Tung CNC -fräsmaskin
Cat:CNC Roll Milling Machine
Med tanke på problemen med höghastighetsrullbearbetning är XK8450 CNC Roll Milling Machine en ny typ av CNC -rullgroove -bearbetningsmaskinverktyg ...
Se detaljer -

Tung CNC -rullning svängande svarv
Cat:CNC Roll Turning Lathe
Denna serie maskinverktyg används främst för att passera och bearbeta rullar. Det kan också vrida den yttre cirkeln och rullens hals, och kan också...
Se detaljer -

Högeffektiv CNC Roll svarv
Cat:CNC Roll Turning Lathe
CK84 Series CNC Roll Lathe antar Siemens 828D CNC -system och drivs av en servomotor. När vi utformade detta maskinverktyg analyserade vi fullständ...
Se detaljer -

CNC vertikalt bearbetningscenter
Cat:Förstärkta precision CNC -fräsmaskin
Alla tre axlarna på maskinen är P3-nivå 50 × P10 kulskruvar, och monteringsprocessen för 2-end fast anspråk används för att stärka den axiella styv...
Se detaljer -

Sammanslipningsmaskin
Cat:CNC Roll Slipmaskin
MK8450 CNC-rullkvarn används huvudsakligen för grov slipning, halvfinish slipning, fin slipning och icke-sparkslipning av de yttre cirklarna och R-...
Se detaljer -

CNC rutig plattfräsning
Cat:Andra specialiserade CNC -maskiner
För närvarande antar mönsterrullgravering hemma och utomlands i allmänhet elektrolysmetod, vanlig horisontell fräsmaskinfräsning och andra bearbetn...
Se detaljer -

CNC Roll Cutting Machine
Cat:Andra specialiserade CNC -maskiner
Detta maskinverktyg är en ny typ av CNC Roll Grooving Machine -verktyg som utvecklats baserat på företagets CNC Roll Milling Machine -serie och eft...
Se detaljer -

EDM Diamond Wheel Dressing Machine
Cat:Andra specialiserade CNC -maskiner
MX250 är en standard Diamond Wheel Dressing Machine, som används för att forma och klädda diamanthjul för metallurgiska stålverk. Diametern på diam...
Se detaljer -

Kvarntillbehör
Cat:Reservdelar och tillbehör
Denna serie tillhandahåller huvudsakligen vanliga bärande delar för CNC TC-ringslipmaskiner och kompositrullslipmaskiner, såsom mandrel, dynamiska ...
Se detaljer




-
Modern precisionsteknik förlitar sig på CNC vertikal fräsmaskin att utföra k...
Läs mer -
CNC rullfräsmaskiner levererar oöverträffad precision för cylindriska och komplexa arbetss...
Läs mer -
Bedömningen: CNC-rullringsvarvar uppnår sub-mikrontoleranser på lagerringar För tillverk...
Läs mer -
Det industriella mandatet och precisionströskelvärdena för tung rullbearbetning En C...
Läs mer -
Tillverkningen av kraftiga sektionsvalsar, profileringsvalsar för armeringsjärn och korrugerad...
Läs mer
-
ADRESS
No.3, Xinghe Road, Zhaxi Industrial Park, Chongchuan District, Nantong, Jiangsu Province, 226003, P.R.China
-
E-POST
info@rolllathe.com
-
TELEFON
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Alla rättigheter reserverade

