

CK8450
● CNC Roll Lathe Bed antar den totala 4 1 -guidestjärnstrukturen, det vill säga sängens horisontella arrangemang av fyra rektangulära skenor för att ge rörelsen och placeringen av sadeln och svansen, och sätta upp en extra skena på den vertikala ytan av den främre sidan av sängen för sadeln Auxiliary Support, så att säkerställa att sadeln har en bättre rigg.
● Bäddens referensguide för att anta den övergripande super-audio-släckningen, och den matchande ytan är fäst med ett importerat mjukt bälte för att säkerställa mikrokläderrörelsen för varje foderkomponent och upprätthålla hög precision och hög stabilitet under lång tid. En viss höjdskillnad är utformad mellan sadelskenan och svansskenan för att säkerställa att chips och kylvätska inte invaderar sadelskenan. Skateboarden antar en rektangulär styrskena, som effektivt säkerställer skärstyvheten och livslängden.
● Tailstocken antar en oberoende roterande spindel- och axiell teleskopjusteringsstruktur för svanshylsan. Tailstock spindel avsmalnande hål är MT6#. Sakstockkroppen antar en integrerad struktur, som eliminerar nackdelarna med instabil noggrannhet, dålig bärande kapacitet och dålig tillförlitlighet orsakad av de traditionella övre och nedre delade strukturerna.
En fjärilsfjäder är installerad i svansspindeln för att kompensera påverkan av termisk deformation och säkerställa stabilitet under skärning.
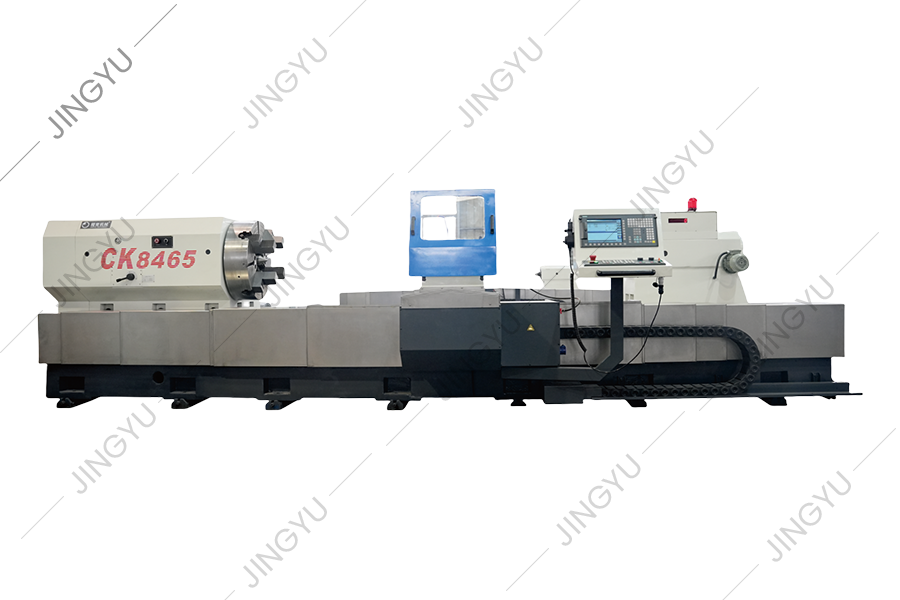
CK8465
● Maskinverktyget antar den övergripande 4 1 -styrskenstrukturen, det vill säga sängens horisontella arrangemang av fyra rektangulära skenor för att ge rörelsen och placeringen av sadeln och svansstödet, och inrättar en hjälpskena på den vertikala ytan av sängen på sängen för sadelhjälpstödet, för att säkerställa att sadeln har en bättre righet och kan en större skärning av ett bäddsadel som är en bäddsorte.
● Spindeln till svarven antar formen av tvåpunktsstöd, och den rimliga lagerkonfigurationen och spandesignen gör att spindeln har högre styvhet och bärkapacitet. Det optimerade transmissionssystemet drivs alla av 6-nivåets precisionsutrustning efter högfrekvent släckning och slipning så att headstocken har egenskaperna för lågt brus, hög transmissionsnoggrannhet och stort utgångsmoment.
Den huvudsakliga axelöverföringen antar det steglösa hastighetsregleringsschemat som drivs av en 3-gear skift- och variabel frekvenshastighetsregleringsmotor så att maskinspindeln har ett brett hastighetsregleringsområde på 3-240 rpm och höga dynamiska egenskaper.
● Sadelverktygshållaren antar ett integrerat verktyg för Ao-typ. Verktygshållaren kan förbättra verktygshållarens styvhet och minska vibrationen under vridningen av maskinverktyget. Och genom att justera verktygshållarens position för att anpassa sig till den djupa groove -passeringsbehandlingen. Denna verktygs vilalösning är mycket effektiv på rullskalor från Herkules i Tyskland. När den höghårda rullen vänds kan engångsdjupet på en sida nå 10 mm.
Vårt företag kan också välja att konfigurera en CNC -verktygsinnehavare enligt kundens krav.
● Det vertikala och horisontella fodret av maskinverktyget antar ett transmissionsschema för servomotor, servomotor specialreducerare och högprecisionskulskruv för att säkerställa hög vridmomentöverföring av transmissionssystemet utan framåt och omvänd motreaktion, hög överföringsnoggrannhet och ingen hysteres.
CK8480
● Spindeln till svarven antar formen av tvåpunktsstöd, och den rimliga lagerkonfigurationen och spandesignen gör att spindeln har högre styvhet och bärkapacitet. Det optimerade transmissionssystemet drivs alla av 6-nivåets precisionsutrustning efter högfrekvent släckning och slipning så att headstocken har egenskaperna för lågt brus, hög transmissionsnoggrannhet och stort utgångsmoment.
Den huvudsakliga axelöverföringen antar det steglösa hastighetsregleringsschemat som drivs av en 3-gear skift- och variabel frekvenshastighetsregleringsmotor så att maskinspindeln har ett brett hastighetsregleringsområde på 3-240 rpm och höga dynamiska egenskaper.
Spindelchucken antar en tung chuck och lång avsmalnande kontakt, som kan överföra större vridmoment.
● Tailstocken antar en oberoende roterande spindel- och axiell teleskopjusteringsstruktur för svanshylsan. Tailstock spindel avsmalnande hål är MT6#. Sakstockkroppen antar en integrerad struktur, som eliminerar nackdelarna med instabil noggrannhet, dålig bärande kapacitet och dålig tillförlitlighet orsakad av de traditionella övre och nedre delade strukturerna.
Svansstocken är utrustad med digital detekterings- och larmdisplayfunktioner för den övre skjutkraften för att undvika skador och överdrivet slitage av maskinverktygslager och delar orsakade av obegränsad tryckkraft.
● Det vertikala och horisontella fodret av maskinverktyget antar ett transmissionsschema för servomotor, servomotor specialreducerare och högprecisionskulskruv för att säkerställa hög vridmomentöverföring av transmissionssystemet utan framåt och omvänd motreaktion, hög överföringsnoggrannhet och ingen hysteres.
Guideskenan lutande järn antar en spärrjusteringsmekanism för att underlätta senare underhåll.
CK8485
● Spindeln till svarven antar formen av tvåpunktsstöd, och den rimliga lagerkonfigurationen och spandesignen gör att spindeln har högre styvhet och bärkapacitet. Det optimerade transmissionssystemet drivs alla av 6-nivåets precisionsutrustning efter högfrekvent släckning och slipning så att headstocken har egenskaperna för lågt brus, hög transmissionsnoggrannhet och stort utgångsmoment.
Huvudspindeldriftet antar det steglösa hastighetsstyrningsprogrammet för växel och DC-hastighetskontrollmotordrivning, vilket gör att maskinspindeln har ett brett utbud av hastighetskontroll från 3-240 rpm med höga dynamiska egenskaper. För skärningskraven för den stora skärvolymen av ribbavlägsnande och reparation och faktureringsrullar kan en låg växel användas för att säkerställa det konstanta vridmomentet för huvudmotorn såväl som skäreffektiviteten. För de färdiga rullarna behöver höghastighetsskärda egenskaper. Höga växlar kan användas och kan också bibehålla huvudmotorns konstant vridmoment för att säkerställa skäreffektiviteten.
● Sadelverktygshållaren antar ett integrerat verktyg för Ao-typ. Verktygshållaren kan förbättra verktygshållarens styvhet och minska vibrationen under vridningen av maskinverktyget. Och genom att justera positionen för verktygets viloplatta för att anpassa sig till den djupa spåret för att passera. Minska bristen på styvhet orsakad av utvidgningen av verktygshandtaget, så att verktygshandelsresonansen påverkar skärprestanda. Denna verktygs vilalösning är mycket effektiv på rullskalor från Herkules i Tyskland.
Vårt företag kan också välja att konfigurera CNC -verktygsinnehavaren enligt kundens krav (det rekommenderas att Angle Steel -användare väljer).