

CK84100
● CK84100 CNC Roll svarvbädden antar den totala 4 1 -guidens järnvägsstruktur, det vill säga sängens horisontella arrangemang av fyra rektangulära skenor för att tillhandahålla rörelse och positionering av sadeln och skräddarsydd, och sätta upp en auxiliary -järnväg på en vertikal yta på framsidan av sängen för sadeln auxiliar Större skärmoment.
Referensguide-skenan för sängen antar den övergripande super-audio-släckningen, och den matchande ytan är fäst med ett importerat mjukt bälte för att säkerställa mikrokläderrörelsen för varje foderkomponent och upprätthålla hög precision och hög stabilitet under lång tid. En viss höjdskillnad är utformad mellan sadelskenan och svansskenan för att säkerställa att chips och kylvätska inte invaderar sadelskenan.
● Sadelverktygshållaren antar ett integrerat verktyg för Ao-typ. Verktygshållaren kan förbättra verktygshållarens styvhet och minska vibrationen under vridningen av maskinverktyget. Och genom att justera positionen för verktygets viloplatta för att anpassa sig till den djupa spåret för att passera. Minska bristen på styvhet orsakad av utvidgningen av verktygshandtaget, så att verktygshandelsresonansen påverkar skärprestanda.
Vårt företag kan också välja att konfigurera CNC -verktygsinnehavaren enligt kundens krav (det rekommenderas att vinkelstålanvändare väljer).
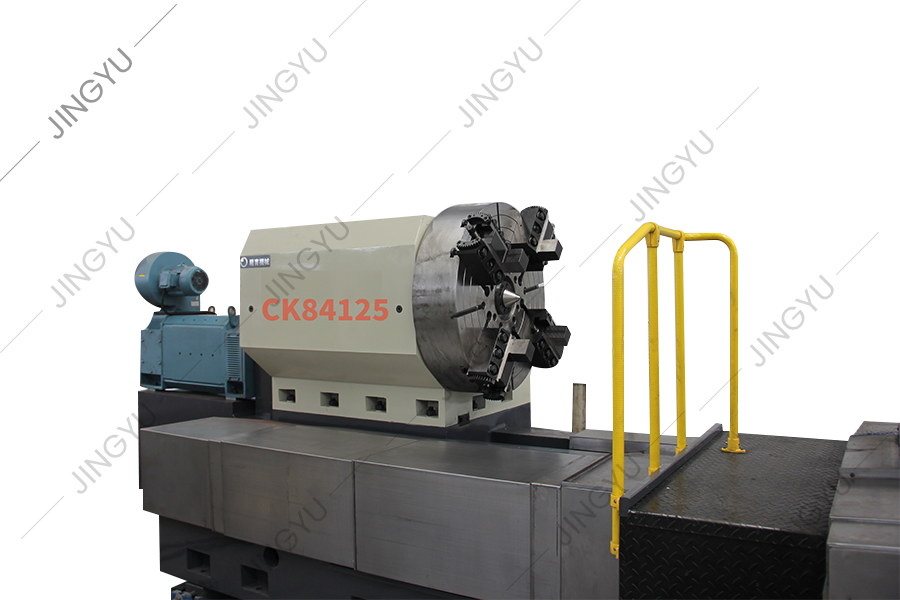
CK84125
● Hjärthuvudet antar en förstärkt dubbelväggsboxstruktur; Huvudaxeln antar formen av tvåpunktsstöd, rimlig lagerkonfiguration och spandesign, huvudaxeln har hög styvhet och bärkapacitet. Det optimerade transmissionssystemet drivs alla av 6-nivåets precisionsutrustning med högfrekvent släckning och slipning så att headstocken har egenskaperna för lågt brus, hög transmissionsnoggrannhet och stort utgångsmoment.
Den huvudsakliga axelöverföringen antar den hydrauliska automatiska växlingen 2 växellådan och DC-hastighetsreglering Motor Drive Stepless Speed Regulation Scheme så att maskinspindeln har ett brett utbud av 1-200 rpm, höga dynamiska egenskaper för hastighetsregleringsområdet.
Baksidan av headstocken är utformad med en knappstation, som kan styra driften av spindeln, såsom positiv och negativ rotation och nödstopp.
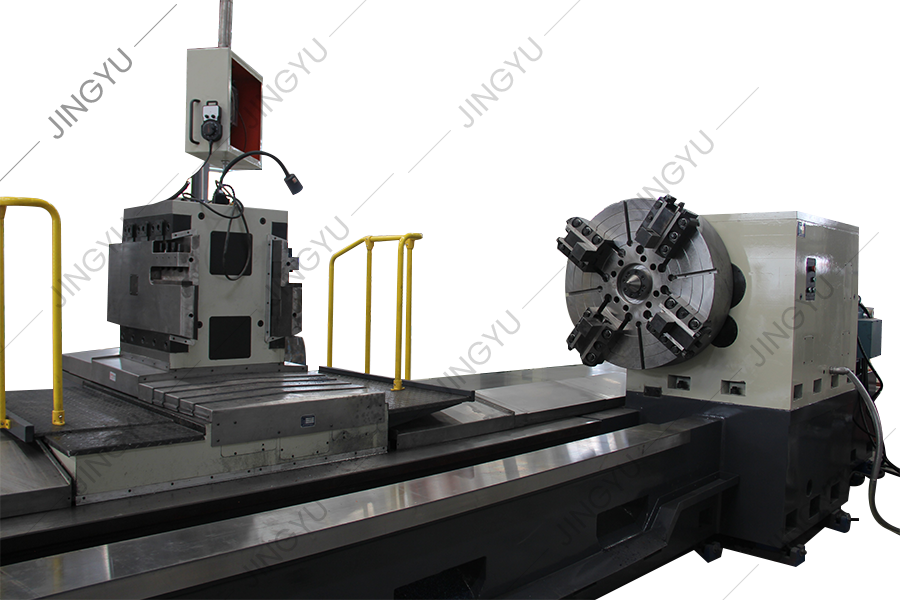
● Sakstocken antar en strukturell plan för oberoende roterande spindel och axiell teleskopjustering av svanshylsan. Tailstock spindel avsmalnande hål är 100-1: 5. Sakstockkroppen antar en integrerad struktur, som eliminerar nackdelarna med instabil noggrannhet, dålig bärande kapacitet och dålig tillförlitlighet orsakad av de traditionella övre och nedre delade strukturerna.
Maskinverktygets svansstock är utrustad med en högpresterande trycksensor, som används för inställning, mätning och återkoppling av svansstyrningskraften när svarningen klämmer fast arbetsstycket. Genom att ställa in och justera driftstryckavkänningskontrollen kan den åtdragande kraften på svansspetsen på arbetsstycket automatiskt styras och visas. Lossningen och klämman av svanshylsan realiseras automatiskt genom det hydrauliska kontrollsystemet.
En mekanism för värmekompensation av arbetsstycket är utformad i svanshylsan. Arbetsstyckets axiella längdförändring under drift av maskinverktyget absorberas och kompenseras av skivfjädern i ärmen.